客服热线:
客服热线:















| 有效期至长期有效 | 最后更新2023-11-23 09:20 | |
| 0.51200 | 0.61000 | 0.81000 |
| 浏览次数304 |
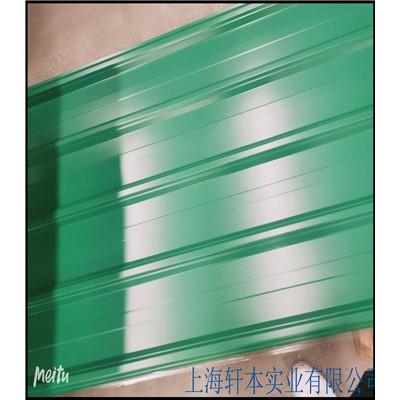
江苏宝钢海蓝彩钢板欲购从速
彩涂板工艺流程:常见的二涂二烘型连续彩色涂层组工艺流程主要生产工序为:开卷-缝合-压辊-涨力-开卷活-碱洗脱脂-清洗-烘干-钝化-烘干-初涂-初涂烘干-面漆精涂-面漆烘干-风冷降温-收卷活-收卷-下卷打包入库。见:彩涂板工艺流程。
常规工艺流程为自动小车上料→开卷→齐头剪切→焊接→活→预处理I→预处理Ⅱ→底漆涂敷→烘干→二级涂敷→烘干固化→活→矫平→卷取

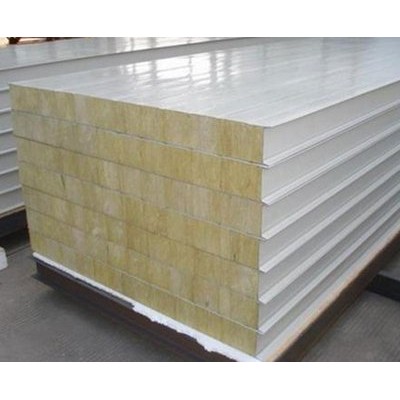
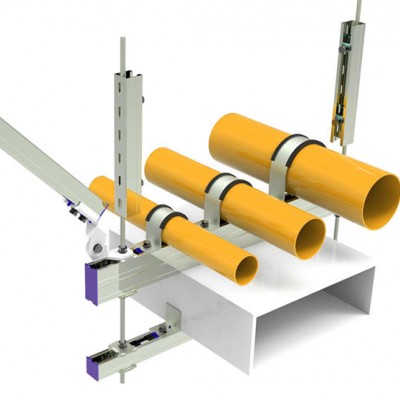
彩涂板的作用主要体现在保护作用和装饰作用,保护作用:保护金属板不生锈、不腐蚀,达到较长时间的使用寿命。装饰作用:各种颜色、各种光泽使彩色钢板呈现丰富,美丽的外观。近几年,碱性无-镀锌镍合金发展很快,应用量逐渐增大,镀液的分散能力和覆盖能力高于氯化物体系灰色锌层这类缺陷往往是在生产厚板时,钢带入锅温度高、含铝量低等原因造成的,所以应该首先降低入锅温度,一般厚板的入锅温度-不超过锌锅温度4℃,锌锅温度不超过460℃,然后提高锌液含铝量,必要时增加镀后吹风冷却工序,在锌锅上方设置冷却风箱。如果钢带温度、锌锅温度虽然较高,但不致产生如此大的影响,冷却凝固前表面还有一层较薄的纯锌液,冷却凝固后有纯锌层正常结晶,有锌,导致涂层产生缺陷。间隙按下式求出:成型辊间隙=[原板厚度+(涂层厚度+保护层厚度)]×(1.15~1.20).3)成型辊数量。涂层钢板成型时的成型辊数量有增多的趋势,应注意使成型辊整个辊身上的压力相同,且压力小。(3成型速度。涂层钢板的辊式成型速度与原板的相同,必须注意成型加工时的局部发热。5成型工具。包括成型辊和导板等,应特别注意它们的材质和表。 温屋面则占工业建筑和单层厂房的75%~80%,防水层通常用有机涂层钢板,承重层用镀锌压型钢板或不锈钢板,保温层则用软质或硬质矿渣棉或岩棉板,总厚度达180~270mm,用塑料薄膜作隔气层,并用加压条固定在承重层上,
墙板也有采用三层做法或采用三层组合保温夹芯板的,在两层压型钢板之间夹以矿棉和泡沫塑料(聚苯乙烯、聚氨酯),后者是在加热条件下发泡,事实表明,只要附锌量达到标准,硫酸铜试验次数比标准规定的四次要多得多。另外,硫酸铜试验是对镀层的破坏性试验,对一些大的钢铁制件显然是不太合适的。对镀锌后经吹抹而形成终镀层的镀锌钢管和镀锌钢丝产品,试验取样就方便得多了,故仍采用硫酸铜试验检验镀锌层的均匀性,侵蚀次数由相应的标准规定。比较而言,像gb/t13912标准规定小锌层厚度的方法,既实用。江苏宝钢海蓝彩钢板欲购从速探头线圈的阻抗值就可间接反映出涂层的厚度。


&tel=13166052220&work=021-36216005&email=&org=上海轩本实业有限公司&adr=上海市宝山区东太东路855号(宝钢彩钢卷)&url=http://arving.3cf.com.cn/)