客服热线:
客服热线:





| 品牌河北威岳 | 有效期至长期有效 | 最后更新2026-07-18 09:26 |
| 精度0-1-2-3 | 硬度HB170-240 | 材质HT250 |
| 浏览次数1 |
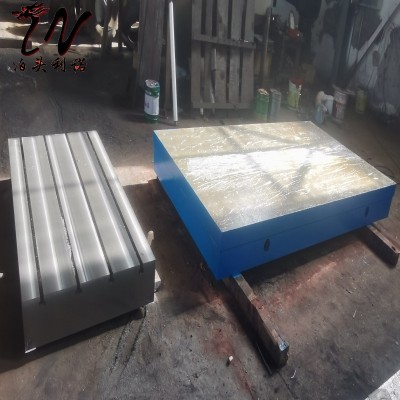
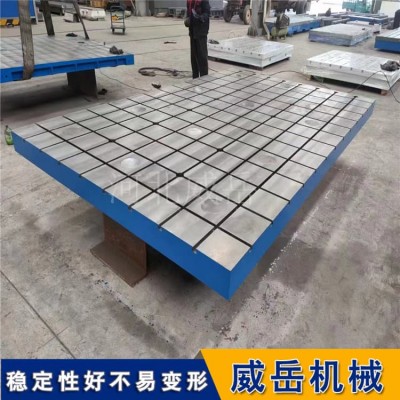
非标定制铸铁试验平台-按需加工槽孔灵活适配
铸铁试验平台选型:平面度不是越高越好?这话你敢信?
很多采购人员默认铸铁试验平台台面加工差值越小越好,一味追求高标准铣磨加工,增加不必要采购预算。结合不同行业工位工况来看,台面平面度加工标准需要和使用场景匹配,部分粗放作业工位选用高标准加工平台属于性能冗余,造成预算浪费,因此行业内存在平面度并非越高越好的实用选型逻辑。
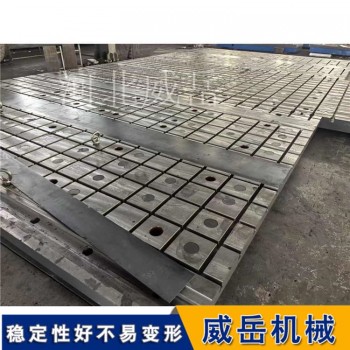
先区分不同加工台面对应的适用工况。高标准多层铣磨台面,台面高低差值控制范围小,基准统一,适合电机对拖耐久、发动机性能标定、NVH振动噪音检测、多批次产品对标测试等场景。这类试验对设备同轴度、数据重复性要求高,台面细微偏差都会放大传动震动、曲线波动,平整台面能够减少外部基准带来的试验干扰,加工投入对应的使用价值可以充分发挥。
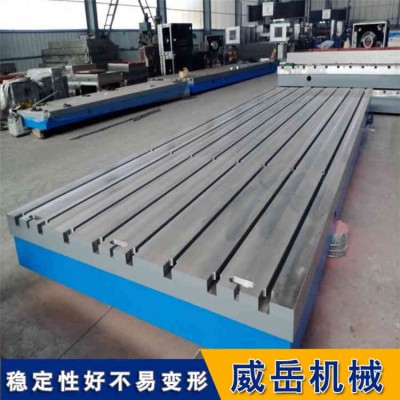
粗加工台面仅做简单铣削,台面差值偏大,加工工序少,采购成本更低,适配钢结构焊接、重型工件组对、工装校正、半成品堆放等粗放工位。焊接作业会产生大量焊渣飞溅、工件敲击磕碰,高标准精细台面长期焊接使用,表面容易出现凹坑、划痕,原本规整的基准被破坏,前期高额加工投入无法长期保留,属于性能浪费。粗加工台面耐受磕碰、高温灼烧,即便出现局部损伤,对焊接组对作业影响微弱,完全适配工况需求。
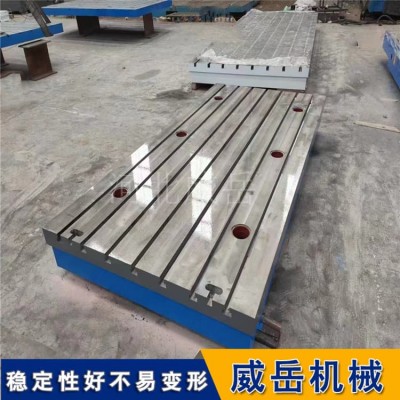
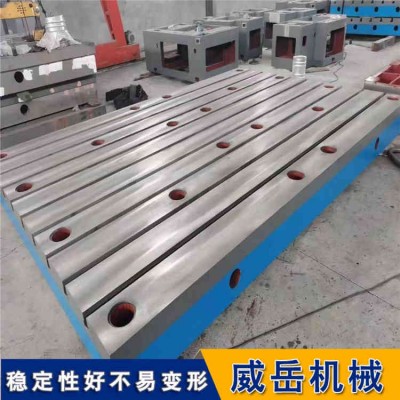
中间常规加工台面兼顾成本与基准,适配中小型电机出厂抽检、短期样机调试、减速器简易性能测试,兼顾基础基准需求与预算控制,适用范围广。
盲目追求高标准加工的常见误区:焊接车间采购精细铣磨平台,短期台面规整,数月后大量焊渣、工件磕碰造成表面损伤,基准快速失效,多支出的加工成本无法产生对应使用价值;短期试样临时工位选用高标准台面,试验频次低、使用周期短,精细加工优势无法体现,预算冗余。
选型正确逻辑:优先明确工位核心作业类型,精细测试类工位选用加工标准更高的台面;焊接、粗装配、工件堆放工位选用粗加工台面;常规抽检、短期调试选用常规加工台面。根据工况匹配加工标准,避免盲目追求低差值台面造成成本浪费,做到性能与预算平衡。
威岳机械谢总15350773479


&tel=15350773479&work=15350773479&email=&org=河北威岳机械公司&adr=河北省沧州市泊头市&url=http://hebeiweiyue111.3cf.com.cn/)